Investment casting
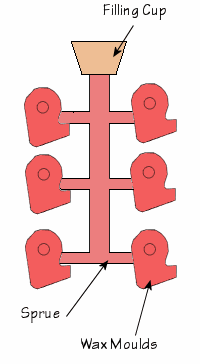
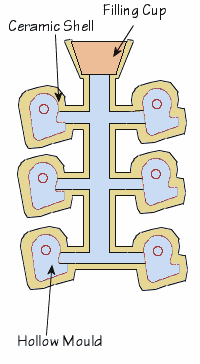
Creating The MouldTo begin the process wax patterns are made by injecting hot molten wax into an aluminium die, this sets the wax pattern to the exact size and shape of the required part. Many of these wax moulds are attached to a wax sprue which forms a stem linking all of the individual moulds together. Once the sprues are filled with the mould attachments they are dipped into a cleaning bath to ensure the future layers of shell cling to the mould profile correctly. Before the first layer of the shell is added the sprue assembly is dipped into a bath of slurry, this will form the bonding agent to the layer of ceramic powder which is added in either a rainfall sander or a fluidised sand bed, this process gradually builds up a ceramic shell around the moulds and sprue, with progressively coarser layers of ceramic coating being added over several coats until the desired shell thickness is achieved. After the ceramic thickness is achieved the sprue along with its moulds are oven baked to both harden the ceramic shell and to melt all of the wax from within it, this will include all of the wax moulds and the wax sprue leaving a hollow ceramic shell. The wax moulds once melted leave a perfect void of the desired mould to be cast, the sprue once melted leaves open channels for the liquid metal to flow and fill all of the hollow shell (see image below). The molten metals are poured into the now hollow ceramic shell via the filling cup and left to cool off. Once the metal has cooled sufficiently the ceramic shell is broken up by either being submitted to vibrations or a water jet.
AdvantagesInvestment casting offers a number of advantages, the first being the excellent surface finish achievable, although of course the mould itself must first have these finishes. Investment casting leaves no parting or flash lines and the high quality finishes mean that the expense of another machine process to clean up surface finish is rarely required. DisadvantagesThe creation of a mould can be fairly expensive and time consuming, a lot of labour is also required throughout the rest of the casting process. Occasional defects do occur for example air pockets within the casting. |